
 W codziennej produkcji w przemyśle galwanotechnicznym wielokrotnie spotykamy się z problemami związanymi z prawidłowym rozmieszczeniem detali na zawieszce i z przypadkami, kiedy w wyniku zmiany składu kąpieli galwanicznej nie jesteśmy w stanie zapewnić prawidłowego rozkładu metalu na pokrywanym detalu. Ciągła produkcja często uniemożliwia wykonywanie jakichkolwiek prób, a ewentualne ich wykonanie jest bardzo kosztowne. Z tych względów chcemy zaprezentować program, który służy do optymalizacji procesu nakładania metali.
W codziennej produkcji w przemyśle galwanotechnicznym wielokrotnie spotykamy się z problemami związanymi z prawidłowym rozmieszczeniem detali na zawieszce i z przypadkami, kiedy w wyniku zmiany składu kąpieli galwanicznej nie jesteśmy w stanie zapewnić prawidłowego rozkładu metalu na pokrywanym detalu. Ciągła produkcja często uniemożliwia wykonywanie jakichkolwiek prób, a ewentualne ich wykonanie jest bardzo kosztowne. Z tych względów chcemy zaprezentować program, który służy do optymalizacji procesu nakładania metali.
Taka symulacja umożliwia:

- analizę w sensie „co-jeśli” – sprawdź, w jaki sposób przebiegnie Twój proces przy różnych parametrach, zastosowaniu różnych kąpieli elektrolitycznych, dla różnych obiektów podlegających procesowi, przed jakimkolwiek wykonaniem procesu w praktyce,
- zwiększoną i znacznie lepszą kontrolę procesu – sprawdź, w jaki sposób przygotować najbardziej optymalny rozkład obiektów na zawieszce i sprawdź grubość osadzanej powłoki na przygotowanej konfiguracji przed wykonaniem procesu w praktyce; zoptymalizuj swój układ, by przeprowadzić ten właściwy proces bez żadnych niespodzianek,
- zwiększoną jakość osadzanej powłoki – wyeliminuj jakiekolwiek problemy z niejednorodnością powłoki już na etapie planowania procesu, biorąc pod uwagę geometrię obiektu podlegającego procesowi,
- szybszą i wydajniejszą produkcję – wiedza na temat przebiegu Twojego procesu przed jego właściwym wykonaniem pozwoli na wyeliminowanie często stosowanych metod prób i błędów.
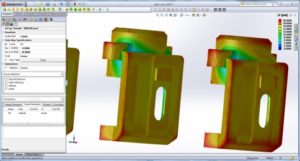
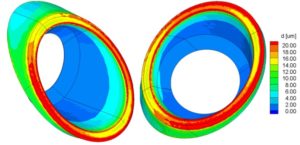
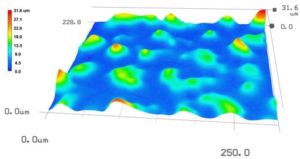
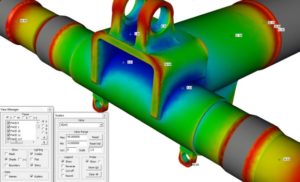
Program pozwala ocenić obecne warunki na linii galwanicznej po dostarczeniu takich parametrów jak skład kąpieli, temperatura, prądy, rozmiary wanien, zawieszki itp., jesteśmy w stanie poznać stan rzeczywisty. Na podstawie danych dotyczących składu kąpieli program obliczy optymalny układ detali na zawieszce oraz ich ilość. Otrzymamy również takie dane jak rozkład gęstości powłoki i prądu wraz z identyfikacją miejsc narażonych na złe pokrycie.
Korzyści z programu do symulacji to:
oszczędność czasu i zminimalizowanie stresu:
- wirtualna optymalizacja procesu,
- eliminacja metody prób i błędów,
- eliminacja jakichkolwiek jakościowych niespodzianek,
zwiększenie jakości powłok:
- szybka identyfikacja miejsc narażonych na złe pokrycie powłoką
- optymalizacja układu obiektów na zawieszce i parametrów procesu
- doskonała jakość powłoki dostarczona już po pierwszym procesie = satysfakcja Klienta
zmniejszenie kosztów, wykorzystywanej energii, produkowanych odpadów.
Wszystkich zainteresowanych tematem prosimy do kontaktu z Działem Laboratorium:
e-mail: laboratorium@tegal.pl
tel. 42 647 09 01
Zapraszamy!!!